
Saildrive SD40 / SD50 Antriebsachse Laufflächen Refit
** Hier wird nur das Beschichtungsverfahren gezeigt. Ein ausfühlicher Reparaturbericht folgt in Kürze **
Wer den Bericht über den Simmerringtausch und Laufflächenerneuerung in den technischen Infoseiten dieser Webseite gelesen hat kennt die Problematik. Ich hatte an der Antriebswelle des Saildrive SD50 tiefe Einlaufspuren gefunden. Diese hatte ich durch Speedy Sleeves reparieren können. Nach 5 Jahren waren ein Sleeves gerissen und der andere zeigte auch gut sicht- und fühlbare Einlaufspuren.
Eine neue Antriebswelle kostet ca. 1000€-1500€. Da gehe ich doch lieber zu der Werkstatt meines Vertrauens (Landmaschinen-Werkstatt) und unterhalte mich mit einem erfahrenen Fachmann. Der hat mir dann vom Hochgeschwindigkeits-Flammspritzen (HVOF = High-Velocity-Oxygen-Fuel) erzählt. Bei diesem thermische Beschichtungsverfahren wird die Oberfläche des Bauteils neu erstellt. Damit kann der Neukauf eines Bauteils oft vermieden werden. Im Vergleich zu Aufschmelz- oder Plasma-Spritzen ist die thermische Belastung des Bauteils beim Flammspritzen geringer. Benachbarte, gehärtete Lagerflächen bleiben funktionsfähig erhalten.
Innerhalb der Spritzpistole vermischen sich der Brennstoff sowie der Sauerstoff miteinander. Anschließend wird das Brenngasgemisch gezündet. Der pulverförmige Beschichtungswerkstoff (hier Chromcarbid) wird in die Flamme injiziert, durch die thermische Energie angeschmolzen und mittels einer Expansionsdüse wird der Gasstrahl auf vierfache Schallgeschwindigkeit beschleunigt. Dieser Gasstrahl wird nun auf die entsprechend vorbereitete Stelle des Werkstücks gerichtet. Das Resultat ist eine mikroporöse, hoch verschleißfeste, korrosionsbeständige Beschichtung mit ausgezeichneter Haftung auf dem Grundwerkstoff. Es können Schichtstärken von mehreren Millimetern aufgetragen werden, je nach Einsatzfall.
Im Internet habe ich einige Reparaturbetriebe gefunden. Die ersten Erfahrungen habe ich bei Jansen und Zühlke in Duisburg gemacht. Auch die Fotos sind dort entstanden. Die verwendeten Maschinen sind recht groß für unsere kleinen Antriebswellen. Dementsprechend die Rüstzeiten hoch.

Zur Vorbereitung wurden die Lager der Antriebswelle mit einer Heißluft Pistole stark erhitzt und mit einem Abzieher dann von der Achse gezogen. Das Zahnrad lässt sich anschließend leicht, ohne Werkzeug, von der Achsen Verzahnung abziehen.
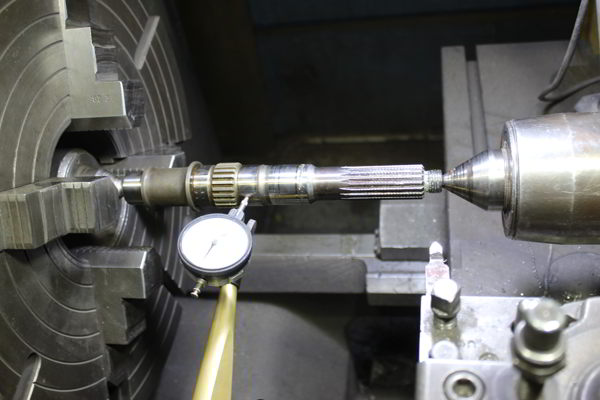
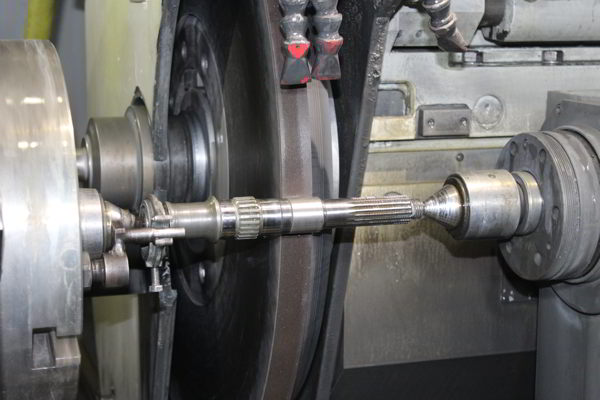
Links: Zunächst wurde die Achse auf einer Drehbank eingespannt, ausgemessen und mit einer Messuhr auf Schlag geprüft. Die großen Drehbänke sind äußerst präzise und arbeiten im mm-Bereich bis zu 3 Stellen nach dem Komma.
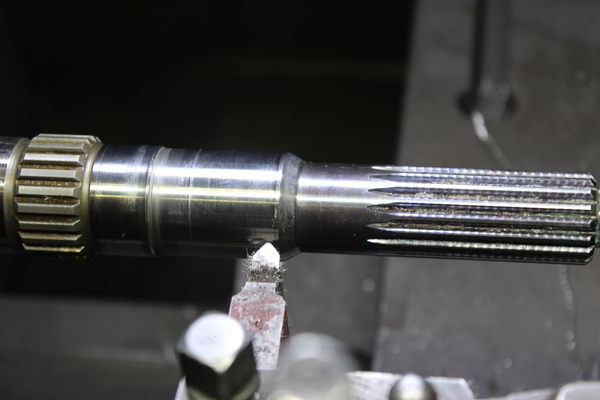
Rechts: Dann wird die Lauffläche der Simmerringe so weit abgedreht, dass keine Einlaufspuren mehr zu sehen und zu messen sind.
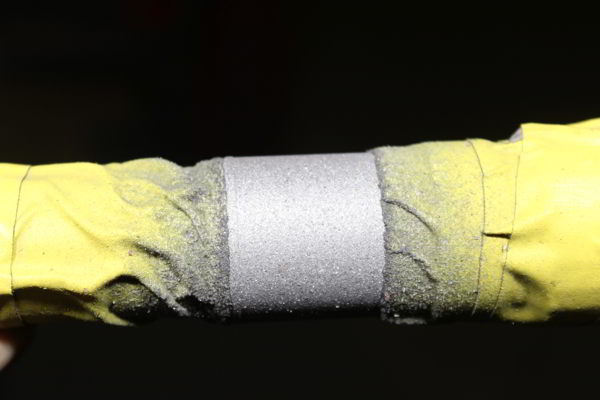
Alle schützenswerten Bereiche werden mit einem dicken Tape umwickelt und die Simmerring Lauffläche sandgestahlt. Damit bekommt man eine saubere, raue Oberfläche, worauf die Beschichtung später aufgebracht wird.
![]()
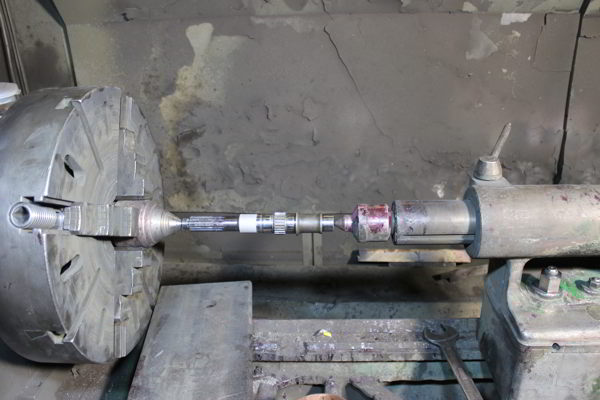
Links: In der Flammstahlkammer fristen die schon etwas älteren Drehbänke Ihr Gnadenbrot. Hier kommt es nicht mehr auf den 100stel mm an. Hier muss das Werkstück gleichmäßig gedreht und bestrahlt werden.
Rechts: Hier richtet der Mitarbeiter die Flammstrahlpistole, die Luftkühlung für das Werkstück und die Abweisbleche für die zu schützenden Bereiche aus.


Links: Das Strahlpulver besteht aus 15-45µm und kleineren Partikeln aus Wolframcarbid und wird in der Flammpistole auf bis zu 2800°C erhitzt, verflüssigt und mit 800m/s auf das Werkstück geschossen.
Rechts: Die Abweisbleche verhindern, dass der Flammstrahl auf unerwünschte Bereiche, hier die Flächen für das Zahnrad und die Schräglager, auftrifft.



Während der Beschichtung wird nicht nur die Antriebsachse gedreht, sondern auch die Flammpistole gleichmäßig waagerecht hin und her bewegt.

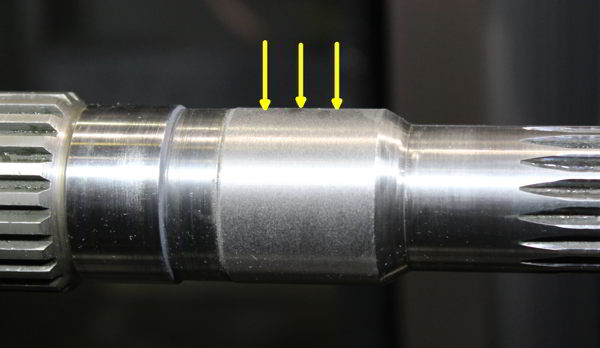
Die fertige Beschichtung auf der Antriebsachse. Diese Chromcarbid Beschichtung ist nun so hart, dass jetzt nur noch mit einem Diamanten besetzter Schleifstein die Beschichtung bearbeitet werden kann.

Links: Die Einstichschleifmaschine hat einen mit Diamanten besetzten Schleifstein und so wird die Beschichtung wieder auf das Originalmaß der SD50 Antriebswelle abgeschliffen.
Rechts: Die Schleifmaschine arbeitet auch im mm-Bereich mit 5 Stellen hinter dem Komma. Durch die Körnung des Schleifsteins und ein ungrades Verhältnis von Drehzahl der Achse und Drehzahl des Schleifsteins wird eine ideale Rauigkeit der Lauffläche für den Simmerring erzeugt.
Hier die fertige Saildrive Antriebswelle. Die Lauffläche ideal vorbereitet für Simmerringe. Die anderen Bereiche für Zahnrad und Lager sind unbehandelt und intakt.
Jetzt noch neue Lager und die Antriebswelle ist bis auf das Zahnrad neu.
Die Simmerring Lauffläche besteht nun aus Chromcarbit, was so hart ist, dass ein Vielfaches an Standzeit bis zur nächsten Überholung (mit Sleeves) zu erwarten ist. Dabei ist der Aufwand für die Reparatur sehr überschaubar.
Stefan Jansen meinte für ca. 280€ incl. MwSt. könnte er die Überholung durchführen. Zeitbedarf ca. 3 Wochen. Wobei die Umrüstung der großen Maschinen die meiste Zeit benötigt. Somit betragen die Kosten gerade mal 30% des Neupreises einer Welle und das bei einer sehr viel längeren Haltbarkeit. So etwas nenne ich Nachhaltigkeit.
Diese Reparaturtechnik ist nicht nur auf die SD50 Saildrives beschränkt. Alle Formen von Antriebswellen können so überarbeitet werden. Das gilt für alle Saildrives von Volvo und Yanmar sowie alle Arten von Wellenanlagen.
Copyright by Jochen Brickwede
Espelkamp im April 2022; Update im September 2022